















Корончатыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, по нижнему краю которого расположены острые зубья из твердого и прочного материала.
Из данной статьи мы узнаем:
- Конструкцию сверл
- Где они применяются
- Переходники для сверлильных станков
- Центрирующий штифт
- Ассортимент корончатых сверл ТМ ПрофОснастка
- Преимущества и недостатки сверл корончатого типа
- Конструкция
Коронка для сверления металла имеет довольно сложную конструкцию по сравнению с обычными спиральными сверлами и состоит из следующих элементов:

По внешней стенке инструмента нанесены винтовые канавки, предназначенные для отвода металлической стружки из зоны сверления.
Благодаря подобной конструкции сверла площадь обрабатываемой поверхности значительно уменьшена, и сопротивление силы трения становится минимальным.
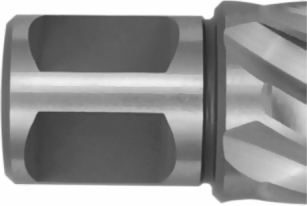
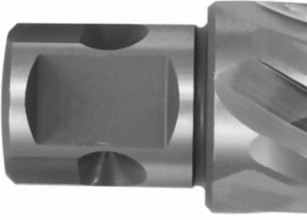
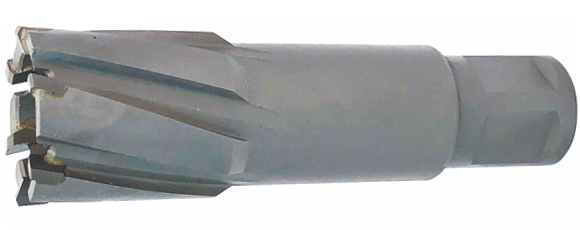
Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так:

Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
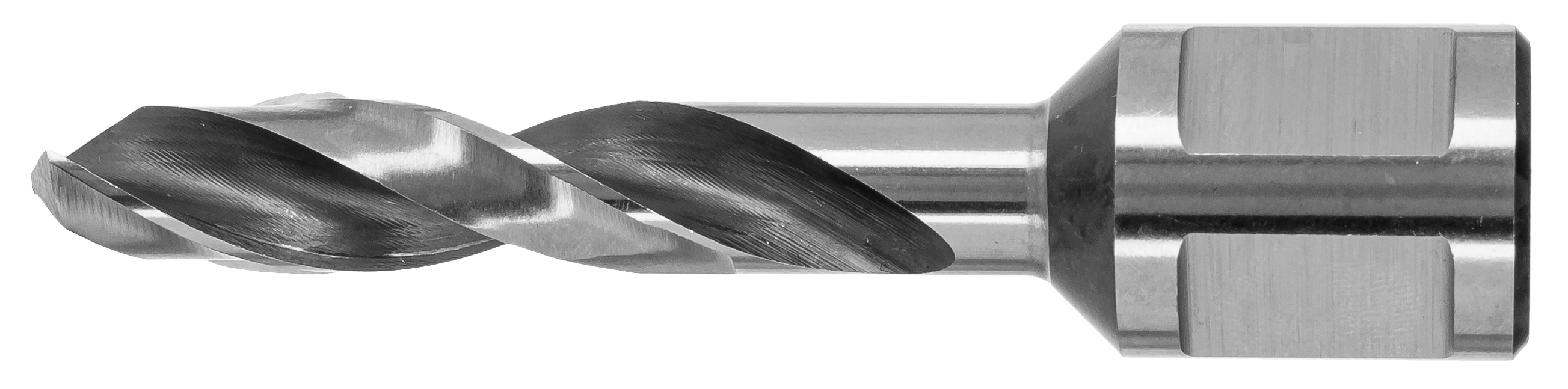
Главное отличие «коронки» от спирального сверла
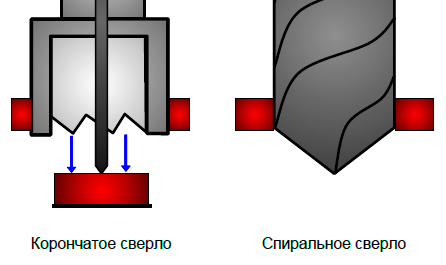
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Рабочая часть сверла
Она представляет собой полый цилиндр гладкий внутри, с канавками для отвода стружки снаружи. Во время сверления, получаемая "шайба" постепенно углубляется внутрь рабочей части. Это означает что чем больше глубина рабочей части корончатого сверла, тем большую толщину металла оно может просверлить.
Основные размеры рабочей части сверла – 25 (30) и 50 (55) мм. То есть они могут сверлить металл толщиной до 25 (30) и 50 (55) мм. Но при необходимости можно заказать специальные сверла с большей глубиной. СверлаПрофоснастка имеют рабочую длину 55 мм.
Режущая часть
Это самая главная часть сверла, так как от нее зависит, как быстро и как много вы сможете просверлить отверстий.
Она состоит из зубьев, которые могут быть выполнены из основной части сверла (HSS или HSSE - быстрорежущая сталь) или же иметь твердосплавные напайки (ВК8, ВК10).
Корончатые сверла из быстрорежущей стали HSS обычно используют для выполнения отверстий в конструкционных и низколегированных сталях. Такие сверла можно перетачивать несколько раз, в зависимости от степени износа. Для работы с нержавеющей сталью применяются коронки с содержанием кобальта.
Сверла с твердосплавными напайками чаще всего используются для более сложной работы с более твердыми сталями, легированными сталями и другими "специфичными" металлами. Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.
В ТМ ПрофОснастка есть 2 серии корончатых сверл: из быстрорежущей стали М2, а также с ТСТ напайками ВК10.
Хвостовики
Существует три вида хвостовиков корончатого сверла.
Самым популярным и распространенным является Weldon. Такой хвостовик представляет собой цилиндр с двумя опорными площадками для фиксации его винтами. Он предназначен для сверлильных машин с основанием на магните. Выпускается в двух размерах: Weldon 19 (подойдет для фрез диаметром до 61 мм) и Weldon 32 (применяется для сверла диаметром больше 61 мм). Сверла Профоснастка представлены с хвостовиком Weldon 19.

Quick IN (FEIN) – второй вид хвостовика, выпускаемый для магнитно-сверлильных станков FEIN. Диаметр данного типа хвостовика меньше, чем у Weldon 19, поэтому он не подойдет для эксплуатации на иных сверлильных машинах. Такой хвостовик так же представляет собой цилиндр, но вместо площадок в нем используются 4 круглых углубления, за которые происходит фиксация сверла.
ONE-TOUCH или UNIVERSAL – третий вид хвостовика. Является универсальным хвостовиком, разработан для применения в практически любых станках, он подходит для сверления с патроном под стандартный WELDON 19/32 мм, а также совместим со многими быстрозажимными патронами. Совмещает в себе в том числе хвостовик weldon и nitto. Отличительной особенностью данного хвостовика является три круглых паза выемки, имеет также одну плоскость для крепления винтов. Все это делает его очень удобным для регулярного использования, не случайно именно такой хвостовик выбирают наши заказчики. Данный хвостовик не подходит в станкам FEIN c посадочными гнездами Quick IN.
- Где применяются?
Свёрла данного типа можно применять на оборудовании с небольшой мощностью, преимущественно на магнитных станках.

Корончатые сверла широко используются для получения сквозных отверстий в стали и цветных металлах. Идеальны при сверлении труб или криволинейных поверхностей. Кроме того компактность и простота работы со сверлильными станками на магнитной подошве позволяют устанавливать станок на трубу в месте, где необходимо отверстие, а не транспортировать трубу к станку.
Кольцевые фрезы также можно применять на сверлильных станках при использовании специальных переходников.

В работе с такими свёрлами не требуется больших физических усилий и особой подготовки, а точность и качество обработанных поверхностей будет намного выше, так как снижается шероховатость отверстия. Есть возможность проделывать отверстия внахлёст. Во время работы получаются только сквозные отверстия.
Во время работы сверла издают минимум шума. С их помощью в комплексе с другими инструментами можно:
- исполнять многоинструментальную обработку;
- получать отверстия в бетонных и каменных конструкциях, в керамической плитке и природном камне;
- выполнять горизонтальное бурение для прокладки инженерных коммуникаций.
Корончатое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12 – 200 мм (и более под заказ).
- Переходники для сверлильных станков
Для применения кольцевых фрез на сверлильных станках необходимы переходники на конус Морзе. Наиболее распространены два варианта:

WELDON 19 – KM2
WELDON 19 – KM3
Данные хвостовики есть в ассортименте ТМ ПрофОснастка.
Также есть переходники на магнитные станки под сверлильные патроны. Наиболее распространенные варианты:

WELDON 19 – B10/12/16. Данный переходник позволяет на магнитных станках использовать патроны с посадкой B10/12/16 и уже далее вставлять сверла меньшего диаметра (обычные цилиндрические).

WELDON 19 – 1/2UNF. Данный переходник позволяет на магнитных станках использовать патроны с посадкой ½ - UNF и уже далее вставлять сверла меньшего диаметра (обычные цилиндрические).
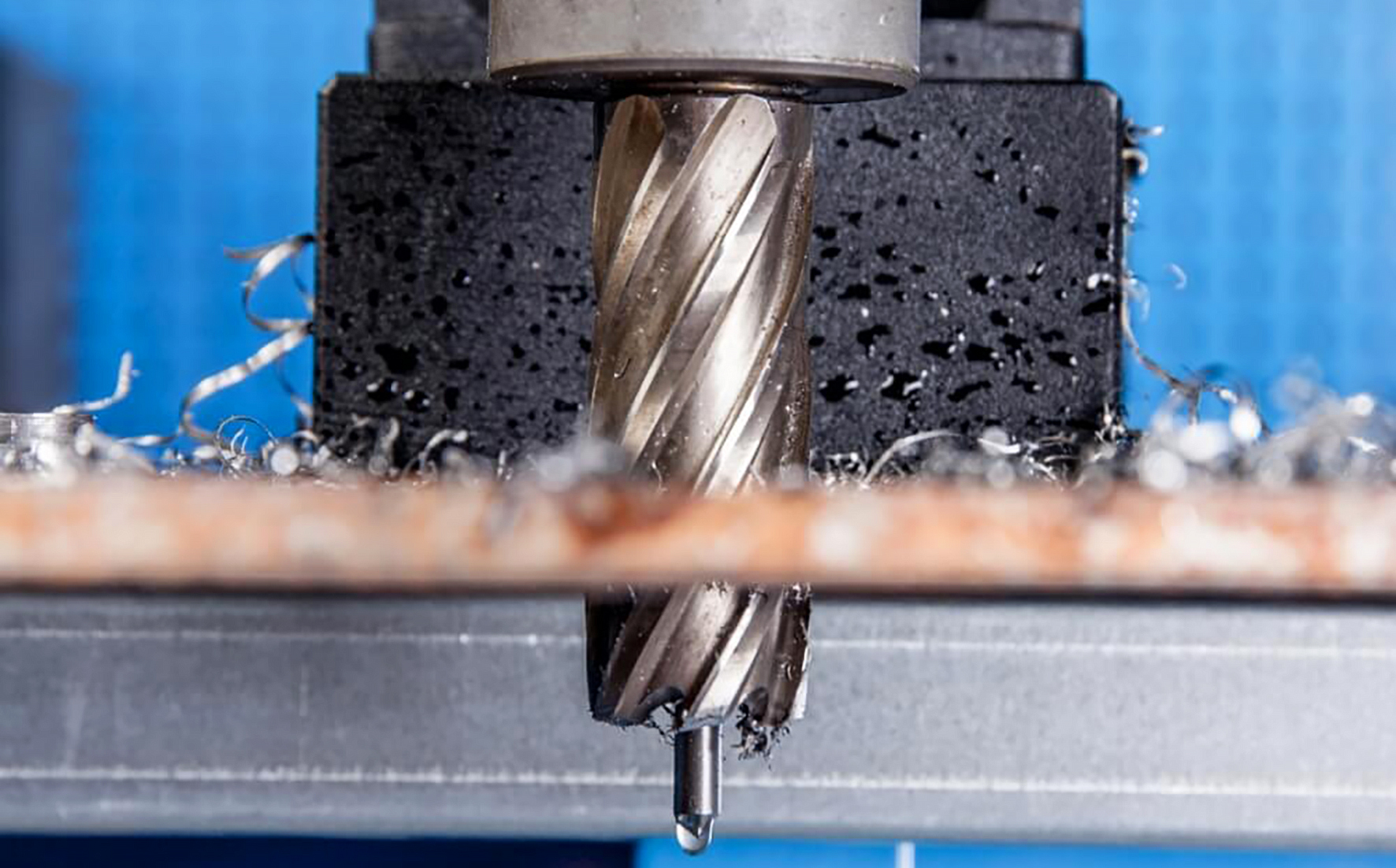
- Центрующий штифт
Корончатые сверла полые изнутри, поэтому для определения его центра необходима особая направляющая – центрирующий штифт. В основном все кольцевые фрезы укомплектованы этим дополнительным инструментом.
![]()
Центрирующий штифт выглядит как круглый металлический стержень нужной длины и диаметра в зависимости от используемого сверла. С боковой стороны штифта выполнен скос, по которому будет поступать смазывающе-охлаждающая жидкость.
Штифты также бывают разных размеров. В ассортименте ТМ ПрофОснастка есть штифты 6,34х102 и 7,89х105.
Как это работает:
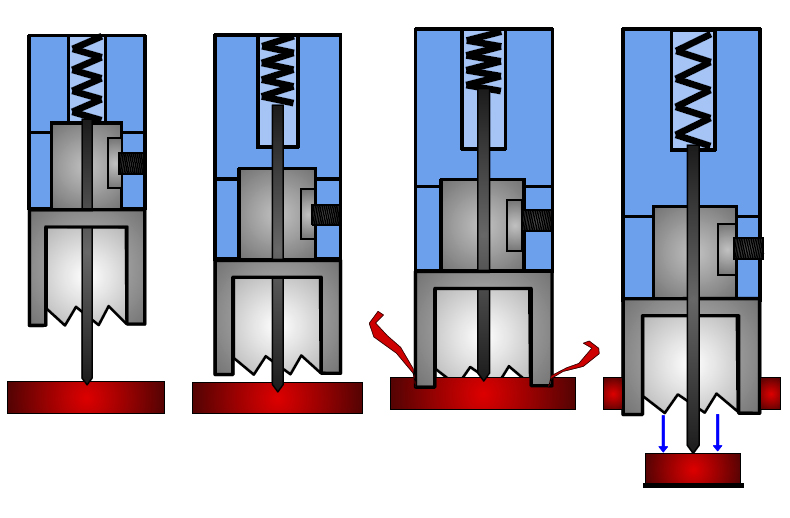
- - Выставляем сверло по центру с помощью штифта.
- - Включаем двигатель и начинаем подачу. В это время штифт начинает погружаться в патрон и открывает подачу СОЖ.
- - Сверление отверстия с беспрерывной подачей СОЖ.
- - Завершение сверления. Штифт выталкивает высверленную "шайбу" и закрывает подачу охлаждающей жидкости.
Таким образом, мы можем отметить три функции центрирующего штифта:
- - Центровка сверла.
- - Подача СОЖ в зону сверления.
- - Выталкивание остатков материала.
- Ассортимент корончатых сверл ТМ ПрофОснастка
Ассортимент ТМ ПрофОснастка включает:

Корончатые сверла (кольцевые фрезы) из быстрорежущей стали HSS M2 с рабочей частью 55 мм. Подходит для обработки углеродистой и легированной стали (до 900 Н/мм), жароупорной и не теплостойкой стали, а также для стали типа тавровых балок, литой стали, цветных и легких металлов.
Корончатые сверла (кольцевые фрезы) с твердосплавными напайками ВК10 с рабочей частью 55 мм. Идеально подходит для сверления легированных сталей, в том числе конструкционных, износостойких и морозостойких сталей, нержавеющих и жаропрочных сталей.
![]()
Штифты для кольцевых фрез ШХ15:
6,34х102 мм. Подходит для корончатых сверл HSS диаметром от 12 до 60 мм с рабочей длинной 55 мм и TCT корончатых сверл диаметром от 12 до 17 мм с рабочей длинной 55 мм.
7,89х105 мм. Предназначены для TCT кольцевых фрез от 18 до 70 мм с рабочей длинной 55 мм.

Адаптеры для установки корончатых сверл в сверлильный станок (Weldon 10 – КМ2, Weldon 10 – КМ3).

Адаптеры для установки патронов в магнитный станок (1/2-20 UNF, B10, B12, B16)
Сверла с хвостовиком Weldon из быстрорежущей стали HSS M2
- Преимущества и недостатки сверл корончатого типа
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- Экономия энергии.При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- Экономия времени.При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Чистота поверхности.Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Заточка.Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- Простота использования.При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Низкий вес.Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Эффективное охлаждение.При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Если вы используете стационарный сверлильный станок, то необходимо использовать переходники.
Здесь Вы можете задать вопрос, оправить заявку со списком интересующего Вас товара и прислать реквизиты компании.
Мы читаем всю почту.